


Introduction
In today’s industrial landscape, the demand for high-quality water purification systems is paramount. Industrial Reverse Osmosis (RO) systems play a critical role in ensuring the purity and safety of water used across various sectors. At PMC Engineering, we specialize in producing top-of-the-line Industrial RO systems, catering specifically to the unique needs of our clients in the Middle East. Our systems are designed to tackle the region’s challenging water conditions, providing reliable and efficient solutions.
What are Industrial Reverse Osmosis Systems?
Industrial Reverse Osmosis systems are advanced water purification systems that use a semi-permeable membrane to remove ions, molecules, and larger particles from water. These systems operate on the principle of osmosis but in reverse, where pressure is applied to overcome natural osmotic pressure, forcing water through a membrane that retains contaminants and allows purified water to pass.
Key Components of RO Systems
- Pre-Filters: These remove large particles and sediments, protecting the RO membrane from damage.
- High-Pressure Pumps: Essential for driving water through the RO membrane.
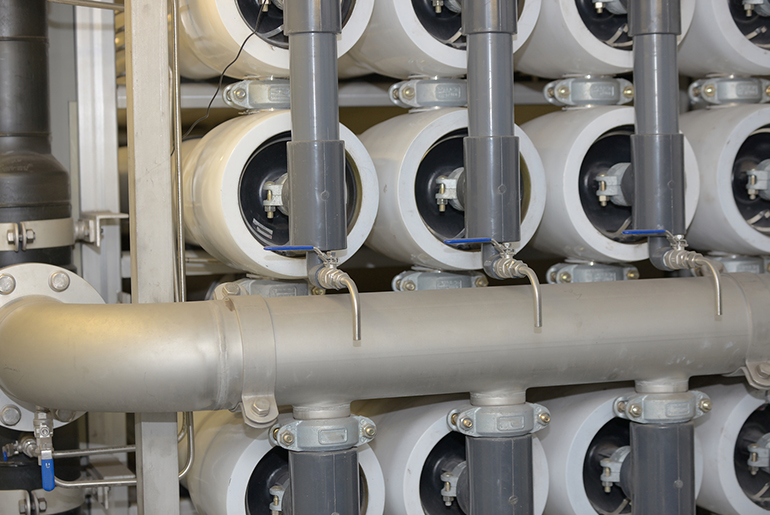
- RO Membranes: The heart of the system, these membranes filter out impurities.
- Post-Treatment Units: These ensure the final water quality meets specific requirements, often including UV sterilizers or deionization units.
How They Work
Water enters the system and passes through pre-filters to remove large particles. It is then pressurized by high-pressure pumps and forced through the RO membranes. The contaminants are left behind, and the purified water moves on to post-treatment units before it is collected for use.
Benefits of Industrial RO Systems
Industrial RO systems provide numerous benefits that make them indispensable in various industries.
Cost Efficiency
Industrial RO systems significantly reduce the cost of water treatment. Traditional water purification methods often rely heavily on chemicals and extensive filtration processes. RO systems, on the other hand, use a physical barrier to remove contaminants, which reduces the need for chemical treatments. Additionally, these systems have lower operational and maintenance costs due to their efficiency and automation capabilities.
Water Purification Quality
The quality of water purified by RO systems is unparalleled. These systems are capable of removing up to 99% of dissolved salts, particles, organics, bacteria, and pyrogens. This high level of purification is crucial for industries like pharmaceuticals and food and beverage, where water quality directly impacts product safety and quality.
Environmental Impact
RO systems are environmentally friendly. They minimize the use of hazardous chemicals and reduce waste production. Moreover, they require less energy compared to other water purification methods, contributing to lower carbon emissions. By using RO systems, industries can significantly reduce their environmental footprint, aligning with global sustainability goals.
PMC Engineering’s Expertise in RO Systems
At PMC Engineering, we pride ourselves on our expertise in designing and manufacturing state-of-the-art Industrial RO systems. Our systems are engineered to meet the highest quality standards and are certified to comply with international water safety regulations. We leverage cutting-edge technology and rigorous testing procedures to ensure the reliability and efficiency of our products.
Unique Selling Points (USPs)
- Customization: We offer tailored solutions to meet the specific needs of our clients. Whether it’s a small-scale operation or a large industrial facility, we design systems that fit perfectly into the existing infrastructure.
- Technology: Our systems incorporate the latest advancements in RO technology, ensuring optimal performance and longevity.
- Support: Comprehensive after-sales support and maintenance services ensure that our clients can rely on their RO systems for years to come.
Quality Standards and Certifications
Our commitment to quality is reflected in the certifications and standards we adhere to. PMC Engineering’s RO systems comply with ISO 9001:2015 for quality management and ISO 14001:2015 for environmental management. These certifications ensure that our products not only meet but exceed industry standards.
Our Clients in the Middle East
Our main clients in the Middle East span various industries, including oil and gas, manufacturing, agriculture, and potable water production. The region’s unique environmental and industrial challenges require robust and reliable water purification solutions, and PMC Engineering has proven to be a trusted partner.
Industries We Serve
- Oil and Gas: Water is critical in oil and gas extraction and refining. Our RO systems help ensure compliance with environmental standards and improve operational efficiency.
- Manufacturing: High-purity water is essential in various manufacturing processes. Our systems help maintain product quality and process efficiency.
- Agriculture: Efficient water use is crucial in agriculture, especially in arid regions. Our RO systems support sustainable agricultural practices by providing reliable water purification.
- Potable Water Production: Ensuring access to clean drinking water is a critical issue in many parts of the Middle East. Our RO systems are used in municipal and private water treatment facilities to provide safe, potable water. These systems remove harmful contaminants, ensuring the water meets or exceeds drinking water standards.
Case Studies
One of our notable projects involved a major oil refinery in the Middle East. We implemented an advanced RO system that ensured their operations met stringent environmental regulations while maintaining optimal performance. This project not only enhanced the refinery’s efficiency but also significantly reduced its environmental impact.
Another success story is our collaboration with a large agricultural firm. By providing customized RO solutions, we helped them improve their water usage efficiency and crop yield. The system we installed allowed them to reuse wastewater, reducing their dependency on fresh water sources and contributing to more sustainable farming practices.
In the potable water sector, we successfully installed a large-scale RO system for a municipality facing severe water quality issues. Our system ensured the residents had access to clean and safe drinking water, dramatically improving public health and quality of life.
Why Choose PMC Engineering?
PMC Engineering stands out for our tailored solutions designed to meet the specific needs of our Middle Eastern clients. We understand the region’s unique water challenges and offer systems that are both effective and reliable.
Tailored Solutions
We recognize that each client has unique requirements. Our team works closely with clients to design and implement systems that perfectly fit their needs. Whether dealing with highly saline water sources or integrating with complex industrial processes, we provide solutions that deliver.
After-Sales Support and Maintenance Services
Our commitment to customer satisfaction extends beyond the installation of our systems. We offer comprehensive after-sales support, including regular maintenance, troubleshooting, and system upgrades. This ensures that our clients’ RO systems continue to operate at peak performance, minimizing downtime and extending the lifespan of the equipment.
Customer Testimonials
Our clients consistently commend us for our dedication to quality and service. One satisfied customer noted, “PMC Engineering provided us with a customized RO system that perfectly met our needs. Their support team is always available, ensuring our system runs smoothly. We couldn’t be happier with our choice.”
Conclusion
In conclusion, Industrial Reverse Osmosis systems are essential for industries that require high-purity water. PMC Engineering’s expertise and dedication to quality make us the ideal partner for your water purification needs. Our customized solutions, advanced technology, and exceptional customer support set us apart. Contact us today to learn more about how our RO systems can benefit your operations and to request a quote.